 tl
tl
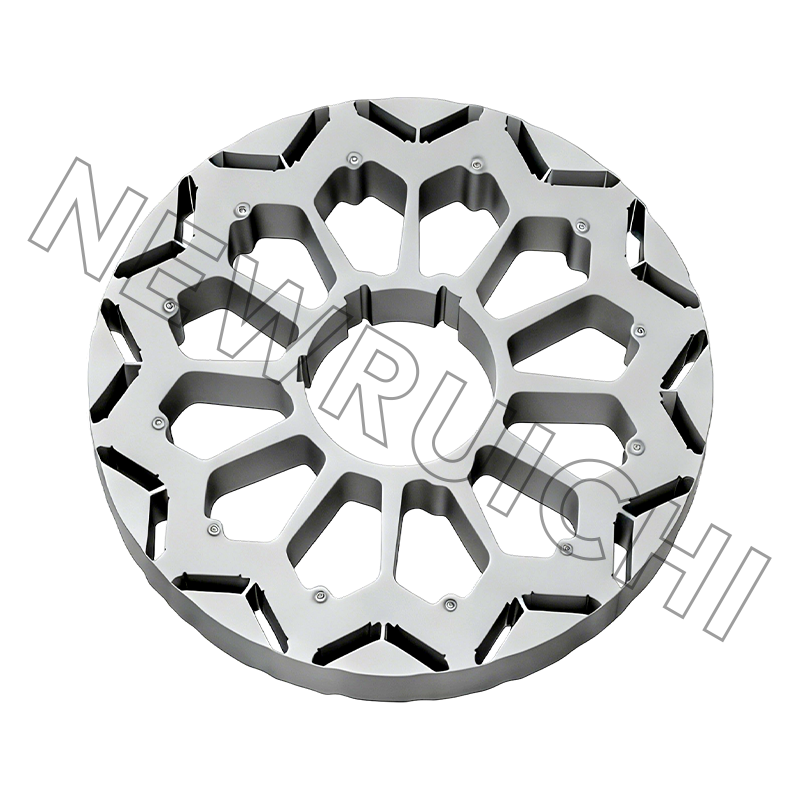
Interlock Laminated Core: Precision at Performance Gains
Ang pagtukoy sa bentahe ng isang interlock laminated core ay ang kakayahan nitong bawasan ang eddy current loss ng hanggang sa 95% kumpara sa isang solidong core, habang sabay na inaalis ang pangangailangan para sa hinang o riveting sa proseso ng pagpupulong. Ang dalawahang benepisyong ito ay nagpapabuti sa parehong kahusayan sa kuryente at bilis ng pagmamanupaktura sa mataas na dami ng produksyon ng motor.
Ang teknolohiya ay lumampas sa simpleng stacking. Isinasama na ngayon ng mga modernong interlock system ang mga micro-feature na pisikal na nagbubuklod sa mga lamination sa halos molekular na antas sa panahon ng stamping, na lumilikha ng monolitikong istraktura na lumalaban sa torsional stress ng high-RPM traction motors. Ang pag-unawa sa arkitektura ng stamping die at materyal na spring-back dynamics ay kritikal para sa mga inhinyero na tumutukoy sa mga core na ito.

Ang Mechanics ng Interlock na Walang Banyagang Materyal
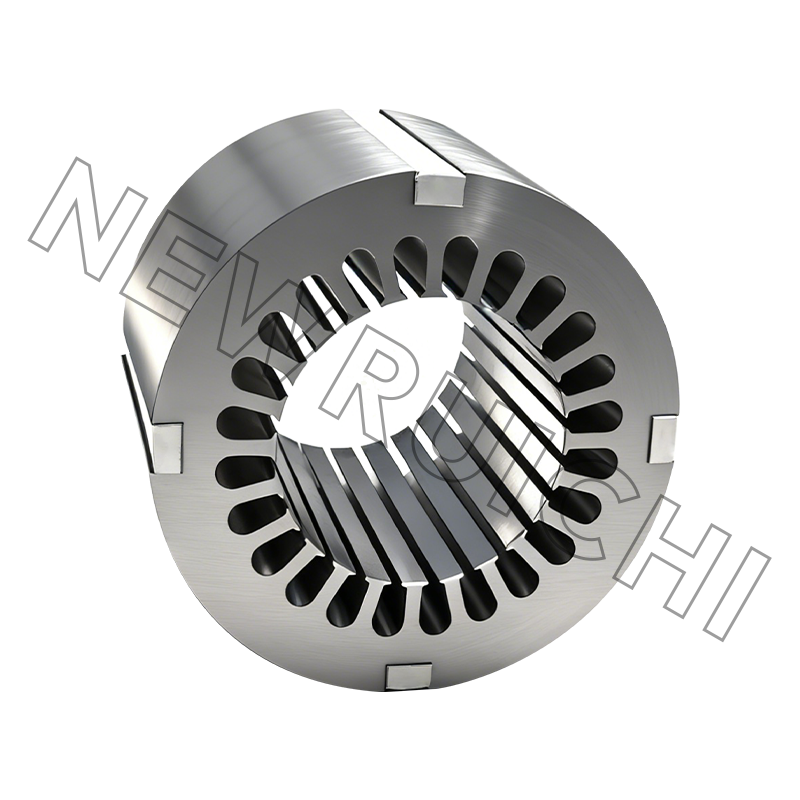
Hindi tulad ng tradisyonal na core construction na umaasa sa mga cleat, bolts, o MIG welding sa kahabaan ng panlabas na diameter, ang isang interlock laminated core ay gumagamit ng geometric fit sa bond layers. Sa panahon ng proseso ng high-speed stamping, pinuputol ng progresibong die ang tumpak na cylindrical o V-shaped protrusions sa isang lamination na pumipindot sa mga kaukulang recess sa katabing sheet. Ang panghihimasok ay umaangkop, madalas lang 0.02 hanggang 0.05 mm , ay bumubuo ng lakas na humahawak na sapat na malakas upang mapanatili ang integridad ng paglalamina sa panahon ng mga yugto ng paikot-ikot at pag-varnish.
Ang pag-aalis ng hinang ay isang makabuluhang teknikal na paglukso. Ang welding ay lumilikha ng isang short-circuit na landas sa kahabaan ng likod na bakal, na bumubuo ng mga localized na hot spot na nagpapababa ng magnetic permeability. Sa pamamagitan ng pag-alis sa conduction path na ito, ang mga interlocked core ay nagpapanatili ng isang tunay na nakahiwalay na istraktura ng lamination, na tinitiyak na ang density ng flux ay nananatiling pare-pareho sa buong profile ng ngipin.
Pagbibilang ng Kahusayan at Pagpapabuti ng Torque
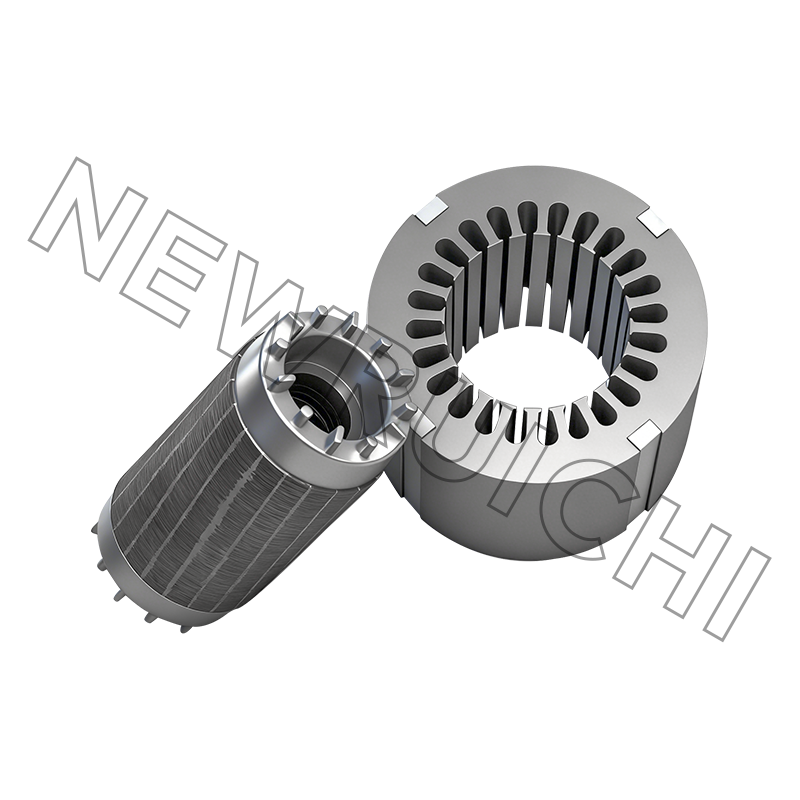
Ang paglipat mula sa isang welded sa isang interlocked core na disenyo ay direktang nakakaapekto sa density ng kapangyarihan ng isang de-koryenteng motor. Ang pagsubok sa isang 12-slot, 8-pole concentrated winding stator ay malinaw na nagpapakita ng performance delta.
| Parameter | Welded Core | Interlock Laminated Core |
|---|---|---|
| Pagkawala ng Bakal @ 1000 Hz (W/kg) | 48 | 38 |
| Cogging Torque (mNm) | 12 | 4 |
| Stacking Factor | 95% | 98.5% |
| Pagtaas ng Temperatura ng Balik na Bakal | 65°C | 48°C |
Ang pagbawas sa cogging torque sa 4 mNm ay partikular na kritikal para sa ingay, vibration, at harshness (NVH) sa mga application ng automotive traction. Ang kinis na ito ay nagreresulta mula sa tumpak na pagkakahanay ng angular na pinananatili ng mga interlock na feature, na pumipigil sa rotational slip sa pagitan ng mga layer na sumasalot sa mekanikal na pagkaka-clamp ng mga core sa panahon ng thermal cycling.
Mga Kritikal na Tooling Parameter para sa Zero-Defect Stack
Nabigo o nagtagumpay ang isang matagumpay na interlock laminated core project sa loob ng stamping die. Ginagawa ang interlock feature sa mga huling yugto ng isang progresibong die, na nangangailangan ng ganap na kontrol sa materyal na feed at punch-to-die clearance. Ang anumang pagkakaiba dito ay dumarami sa taas ng stack.
Kinokontrol na Spring-Back at Surface Flatness
Silicon steel exhibits materyal spring-back ng halos 2 hanggang 4 degrees pagkatapos yumuko. Para maging secure ang interlock na mga tab, dapat na i-over-bend ng die ang tab nang tumpak upang ito ay lumuwag sa isang naka-lock na posisyon sa loob ng cavity ng katabing layer. Gumagamit na ngayon ang mga advanced na progressive dies ng servo-driven pressure pad na nagsasaayos ng tonnage sa real-time, na nagbabayad para sa mga pagkakaiba-iba ng tigas ng coil-to-coil. Kung wala ang kabayarang ito, magaganap ang mga maluwag na stack o lamination fracture.
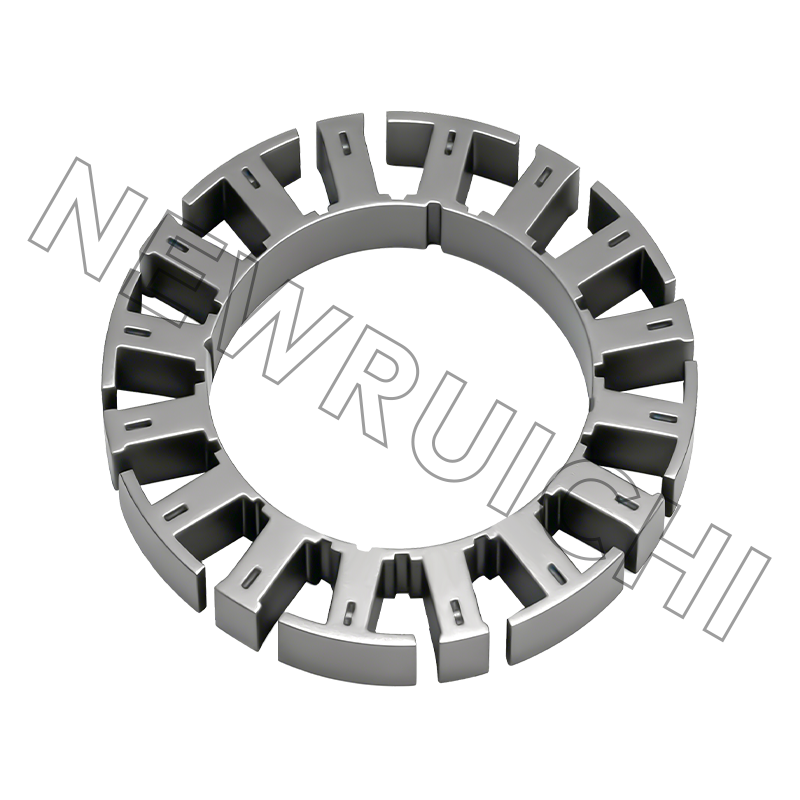
Interlock Dami at Hugis Geometry
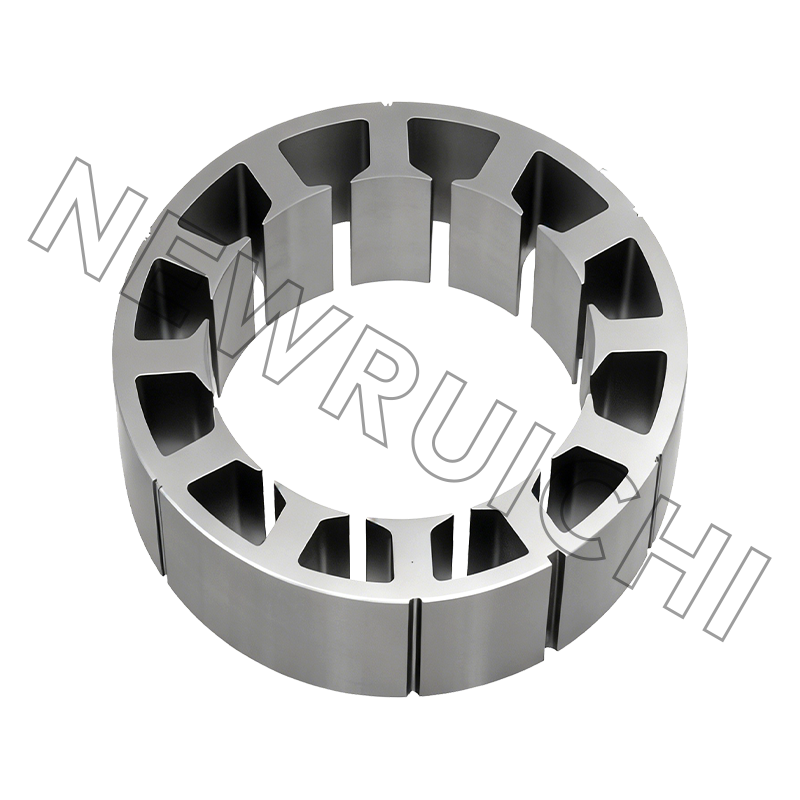
Idinidikta ng geometry ang lakas ng paggugupit ng huling bloke. Ang kasalukuyang pinakamahusay na kasanayan para sa isang 200mm diameter stator ay gumagamit ng mga profile na ito:
- Bilog na dimples: Pinakamahusay para sa maliliit na servo motor sa ilalim 5kW , na nagbibigay ng simetriko na puwersang humahawak na may kaunting epekto sa magnetic path.
- V-shaped o delta interlock: Naghahatid 40% mas mataas na pull-out resistance kaysa sa mga bilog na disenyo sa pamamagitan ng paglikha ng dovetail effect, mahalaga para sa mga motor na lampas sa 10,000 RPM.
- Variable pressure zone: Isang pamamaraan kung saan binabawasan ang lalim ng interlock sa stator tooth zone upang maiwasan ang pag-crack ng insulation layer, habang ang maximum na puwersa ng pag-clamping ay inilalapat ng eksklusibo sa rehiyon ng yoke.
Mga Hadlang sa Materyal at Integridad ng Paghihiwalay ng Elektrisidad
Ang interlocking ay likas na nakakagambala sa insulating oxide o varnish coating sa ibabaw ng bakal. Kapag gumupit ang tab sa patong, lumilikha ito ng metal-to-metal na tulay. Ang pamamahala sa short-circuit na panganib na ito ang pangunahing hamon sa disenyo. Sa mga high-frequency drive na gumagamit ng mga inverters ng silicon carbide (SiC), ang matalas na dv/dt pulse ay maaaring mag-udyok ng mga mapanirang alon sa pamamagitan ng mga interlock na ito.
Upang mapagaan ito, ang mga tagagawa ay nag-aaplay na ngayon ng a pangalawang self-bonding epoxy na nag-a-activate sa panahon ng curing cycle. Habang ang mekanikal na interlock ay nagbibigay ng berdeng lakas para sa paghawak, pinupunan ng inihurnong epoxy ang mga micro-gaps sa mga cut edge, na nagpapanumbalik ng electrical resistance sa itaas. 5 megaohms sa 500V. Ang hybrid na interlock-bonding na proseso ay mabilis na nagiging pamantayan para sa 800V EV traction motors.
Pagpapatupad ng In-Die Quality Verification
Ang pag-asa sa mga mapanirang pull-out na pagsubok ng mga natapos na stack ay hindi na ginagamit. Isinasama na ngayon ng mga intelihente na stamping cell ang mga sensor ng laser displacement nang direkta sa die cavity. Habang lumalabas ang mga lamination sa interlock station, sinusukat ng sensor ang taas ng protrusion ng locking tab. Kung ang taas ng tab ay lumihis mula sa nominal na 0.8mm na target ng higit sa 0.03mm , agad na inaayos ng press controller ang pagpasok ng ram o inililihis ang masamang seksyon bago makompromiso ang isang buong stack. Ang closed-loop na feedback na ito ay nagbibigay-daan sa isang first-pass na yield na lumampas 99.9% , mahalaga kapag gumagawa ng isang rotor core bawat 2.5 segundo.
Ang iyong email address ay hindi maipa-publish. Ang mga kinakailangang field ay minarkahan *



![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telepono/Telepono:
+86-18861576796 +86-18261588866
Telepono/Telepono:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Copyright © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Mga Tagagawa ng Stator At Rotor Cores
